 Polski
Polski English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Dzisiaj omówimy, jak wybrać grubość i zaprojektować otwory przy użyciu szablonów SMT.
Wybór grubości szablonu SMT i projektu otworu
Kontrolowanie ilości pasty lutowniczej podczas procesu drukowania SMT jest jednym z kluczowych czynników kontroli jakości procesu SMT. Ilość pasty lutowniczej jest bezpośrednio powiązana z grubością szablonu oraz kształtem i wielkością otworów (pewny wpływ ma także prędkość rakla i zastosowany nacisk); grubość szablonu określa grubość wzoru pasty lutowniczej (które są w zasadzie takie same). Dlatego też po wybraniu grubości szablonu można skompensować różne wymagania dotyczące pasty lutowniczej różnych komponentów, odpowiednio modyfikując wielkość apertury.
Dobór grubości szablonu należy określić na podstawie gęstości montażu płytki drukowanej, wielkości elementów oraz rozstawu pinów (lub kulek lutowniczych). Ogólnie rzecz biorąc, komponenty z większymi padami i odstępami wymagają większej ilości pasty lutowniczej, a co za tym idzie, grubszego szablonu; i odwrotnie, komponenty z mniejszymi podkładkami i węższymi odstępami (takie jak QFP i CSP o wąskim skoku) wymagają mniej pasty lutowniczej, a tym samym cieńszego szablonu.
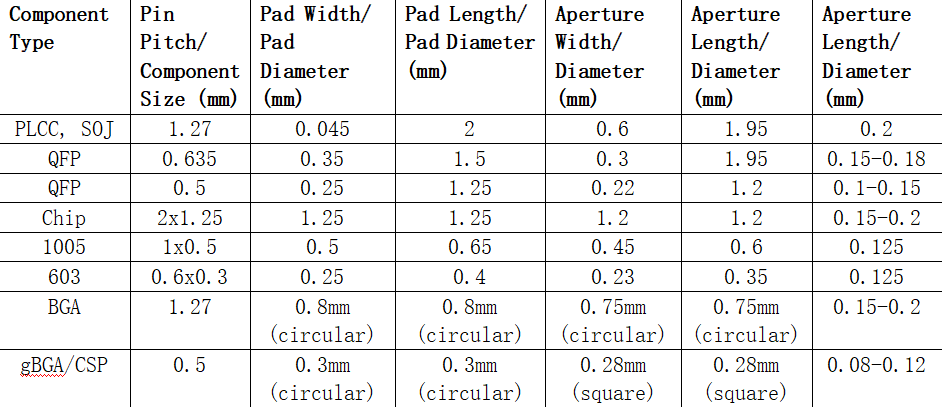
Doświadczenie pokazało, że ilość pasty lutowniczej na polach ogólnych podzespołów SMT powinna wynosić około 0,8mg/mm ² , oraz około 0,5 mg/mm ² dla elementów o wąskim skoku. Zbyt duża ilość może łatwo prowadzić do problemów, takich jak nadmierne zużycie lutu i mostkowanie lutu, natomiast zbyt mała może prowadzić do niewystarczającego zużycia lutowia i niewystarczającej wytrzymałości spawania. Tabela pokazana na okładce zawiera odpowiednie rozwiązania konstrukcyjne otworów i szablonów dla różnych komponentów, które można wykorzystać jako punkt odniesienia przy projektowaniu.
Pozostałą wiedzę na temat szablonów PCB SMT dowiemy się w kolejnej nowości.
